材質、コーティング、幾何学的特徴という 3 つの基本要素に基づいてビットを選択する方法を次に示します。
01、ドリルの材質の選び方
材質はハイス、コバルトハイス、超硬ソリッドの3種類に大別されます。
ハイスピード鋼 (HSS) :
ハイス鋼は、1910 年以来 1 世紀以上にわたって切削工具として使用されてきました。現在最も広く使用されており、最も安価な切削工具材料です。ハイス鋼ビットは、ハンドドリルとボール盤などのより安定した環境の両方で使用できます。ハイス鋼の耐久性のもう一つの理由は、繰り返し研ぐことができ、工具が安価でドリルだけでなく旋削工具としても使用できることも考えられます。
コバルト高速度鋼 (HSSE) :
コバルト含有高速度鋼は、高速度鋼よりも優れた硬度と赤硬度を持っています。硬度の増加により耐摩耗性も向上しますが、同時に靱性がある程度犠牲になります。ハイス鋼と同様に、研磨して使用性を向上させることができます。

炭化物:
超硬合金は金属基材の複合材料です。このうち、タングステンカーバイドはマトリックスとして使用され、その他の材料の一部は焼結のための熱間静水圧プレスなどの一連の複雑なプロセスを経て接着剤として使用されます。ハイスに比べて硬度、赤硬度、耐摩耗性などが大幅に向上していますが、超硬工具のコストもハイスに比べ高価になります。超硬合金は工具寿命と加工速度において過去の工具材料よりも多くの利点を有しており、繰り返し研削工具においては、プロの研削工具が必要となります。
02、ビットコーティングの選び方
コーティングは使用範囲に応じて以下の5種類に大別されます。
非コーティング: 非コーティングの切削工具は最も安価で、通常はアルミニウム合金、低炭素鋼、その他の軟質材料の加工に使用されます。
黒色酸化コーティング: 酸化コーティングは、コーティングされていない工具よりも優れた潤滑性を提供し、より優れた耐酸化性と耐熱性を備え、耐用年数を 50% 以上向上させることができます。
窒化チタンコーティング: 窒化チタンは最も一般的なコーティング材料ですが、高硬度および高加工温度の材料の加工には適していません。
チタンカーボンナイトライドコーティング:チタンカーボンナイトライドは窒化チタンから開発され、より高い耐熱性と耐摩耗性を備え、通常は紫または青色です。ハースのワークショップで鋳鉄製のワークピースを製造するために使用されます。
窒化アルミニウムチタンコーティング:窒化アルミニウムチタンコーティングは上記のいずれよりも高温に強いため、より高い切削条件で使用できます。超合金の加工など。鉄やステンレスの加工にも適していますが、アルミニウム元素を含むため、アルミニウムの加工では化学反応が起こりますので、アルミニウムを含む材料の加工は避ける必要があります。
一般に、炭窒化チタンまたは窒化チタンコーティングを施したコバルトベアリングドリルは、より経済的なソリューションです。

03. ドリルビットの幾何学的特徴
幾何学的特徴は次の 3 つの部分に分けることができます。
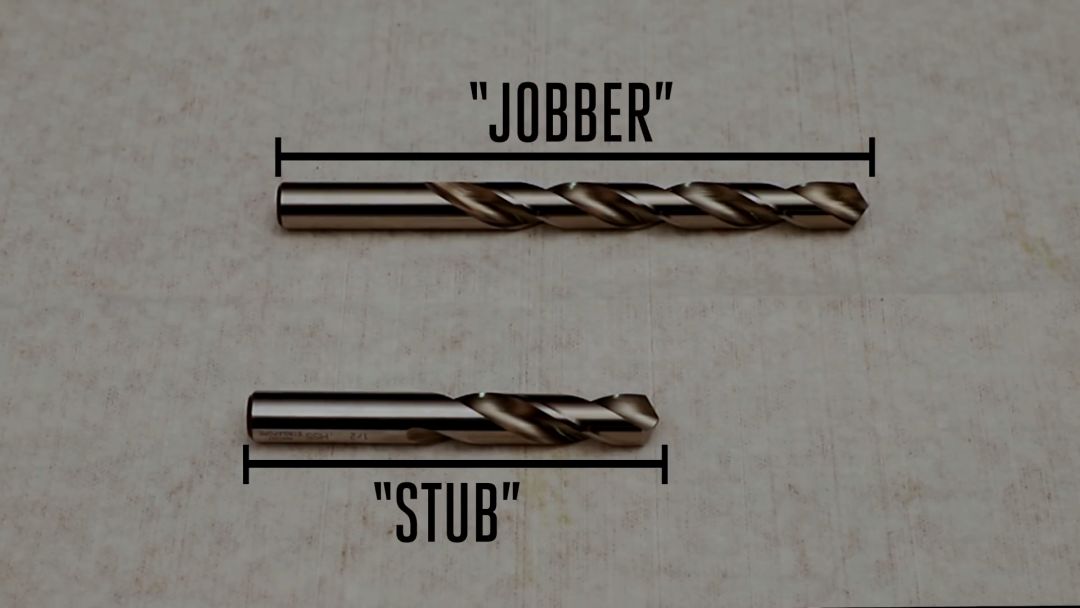
長さ
長さと直径の比率を倍径といい、直径が小さいほど剛性が高くなります。切りくず除去に適した刃長と最短の突出し長さを備えたビットを選択すると、加工剛性が向上し、工具寿命が長くなります。刃の長さが不十分であると、ドリルビットが損傷する可能性があります。
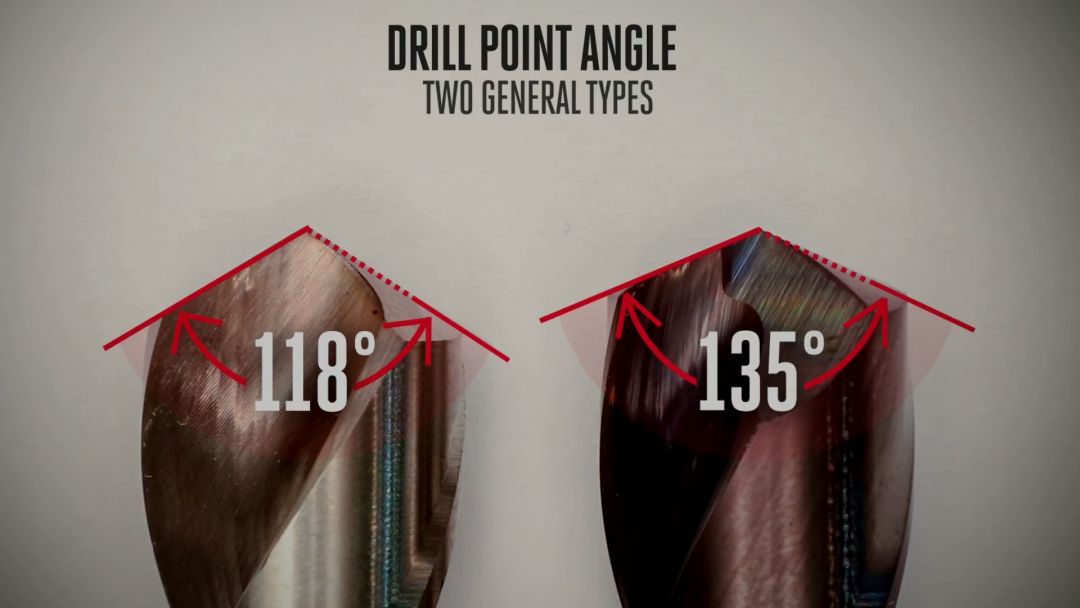
ドリル先端角度
118° のドリル先端角度は、おそらく機械加工で最も一般的であり、軟鋼やアルミニウムなどの軟質金属によく使用されます。この角度の設計は通常、自動調心ではないため、必然的に最初に調心穴を加工する必要があります。135° のドリル先端角度は通常自動心出し機能を備えており、単一の心出し穴を加工する必要がなくなり、時間を大幅に節約できます。
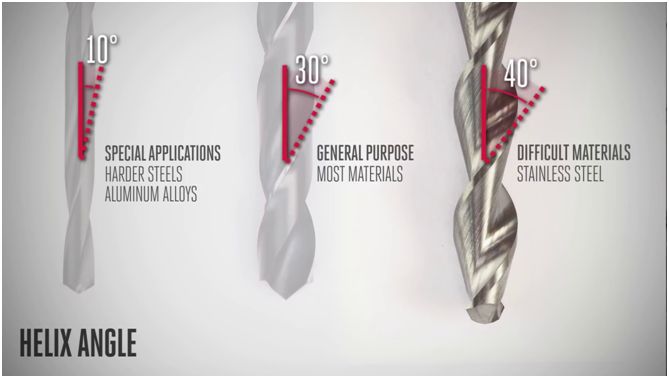
スパイラルアングル
スパイラル角度 30° は、ほとんどの材料に適しています。ただし、切り粉の除去が良好で刃先の強度が高い環境では、より小さいねじれ角のビットを選択できます。ステンレス鋼などの難加工材料の場合、ねじれ角を大きくした設計を使用してトルクを伝達できます。
投稿日時: 2022 年 9 月 1 日